A failed rubber bellows is not just a matter of replacement. In industrial, automotive, and medical applications, it can result in equipment downtime, contamination risks, and costly warranty claims. Research indicates that in many industrial systems, up to 23% of rubber component failures are caused by manufacturing defects rather than normal wear or misuse. The consequences of such defects are measurable. For example:
- Wall thickness deviations greater than ±0.3 mm can reduce fatigue life by 40–60%.
- Over-curing can increase hardness by 15–30 Shore A, making the bellows brittle and prone to cracking.
- Poor bonding failures are often due to inadequate surface preparation, accounting for over 70% of cases.
- Flash exceeding 0.3 mm can increase secondary trimming costs by 8–15%.
As a custom rubber bellows manufacturer of custom rubber components, we have reviewed thousands of bellows used in automotive, industrial, and medical applications. This article breaks down the seven most common rubber bellows defects, analyzing their appearance, root causes, and and how we prevent them at Flexiparts.
For related design context, review our guides to rubber bellows types and applications, rubber bellows material selection, and rubber bellows mold design.
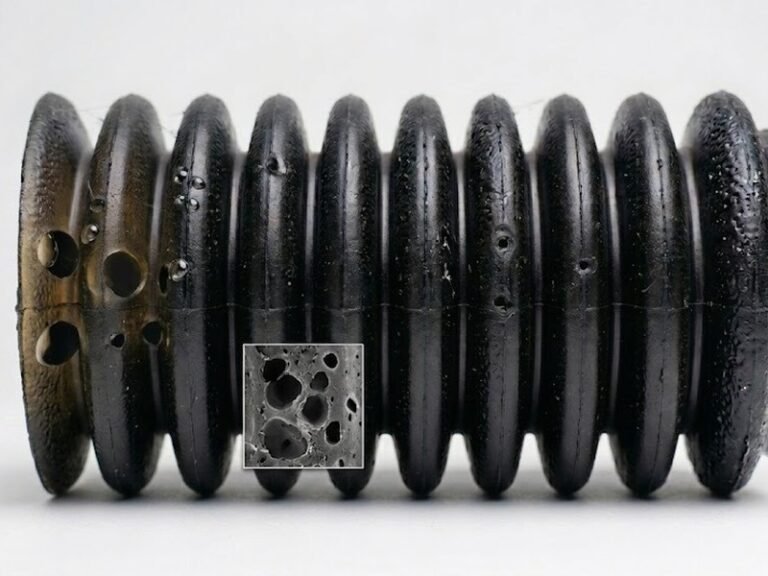
Air Bubbles & Voids
Air bubbles and voids appear as small, trapped pockets within the rubber wall or at the bellows surface. In cross-section, they show as circular or irregular empty spaces. On the surface, they may present as raised bumps or small pits after trimming. Larger voids can weaken the structure and become visible under slight pressure.

The Causes of Air Bubbles in Rubber Bellows
The main causes include insufficient venting in the mold, trapped air during material flow, high-viscosity compounds that resist air release, and rapid mold-closing speeds that prevent air from escaping. Moisture in the raw material can also turn into steam during curing and create additional voids.
The Solutions for Air Bubbles
At Flexiparts, we address these issues through several process controls. We design molds with optimized vent channels at high points and along parting lines. Material pre-drying protocols reduce moisture content before molding. We use controlled injection or transfer speeds and apply vacuum-assisted molding for critical parts. Final inspection includes ultrasonic testing for internal voids on high-specification orders. These steps have reduced air bubbles and voids in our rubber bellows production to below 0.5% across recent batches.
Surface Cracks
Surface cracks on rubber bellows appear as fine lines or deeper fissures, often starting at the peaks or valleys of the convolutions. They may form a network pattern in severe cases and become more visible after flexing or exposure to temperature changes. Cracks reduce the pressure resistance and sealing performance of the bellows.

The Causes of Surface Cracks on Rubber Bellows
Primary causes involve over-curing that makes the material brittle, exposure to ozone or UV during storage, improper compound formulation with inadequate antioxidants, and mechanical stress during demolding. Sharp edges in mold design can also initiate crack formation during part ejection.
The Solutions for Surface Cracks
We prevent surface cracks at Flexiparts by selecting compound formulations matched to the operating environment, including proper levels of anti-ozonants and antioxidants. Mold surfaces receive regular polishing and edge radiusing. Curing parameters stay within tight temperature and time windows. Post-curing inspection includes 100% visual examination under magnification and initial flex testing. We also recommend specific storage conditions to customers to maintain part integrity after delivery.
Uneven Wall Thickness
Uneven wall thickness shows as variations across the bellows cross-section. Some areas may measure thinner while opposite sections appear thicker. This defect affects compression set, movement range, and pressure handling. In operation, thinner sections expand or contract differently, leading to premature fatigue.
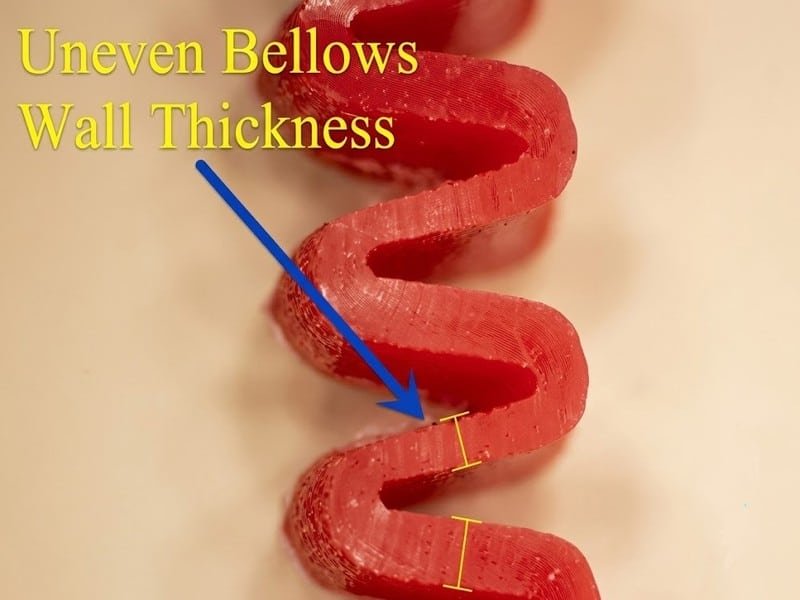
The Causes of Uneven Wall Thickness
The main reasons include inconsistent material flow in the mold cavity, improper core pin alignment, uneven mold temperature distribution, and variations in preform weight or placement. Compound viscosity changes during filling can also contribute to uneven distribution.
The Solutions of Uneven Wall Thickness
Flexiparts solves uneven wall thickness through precise mold design with balanced flow channels and multiple injection points when needed. We maintain strict core alignment tolerances using guided systems. Temperature sensors monitor each mold section during production. Material preforms receive weight verification before loading. In-process wall thickness checks with ultrasonic gauges allow immediate parameter adjustments. This combination consistently keeps wall thickness variation within ±0.15mm for most rubber bellows we produce.
Poor Bonding / Delamination
Poor bonding or delamination appears as separation between the rubber and metal or fabric inserts. The layers may show visible gaps or complete detachment at the interface. In testing, the assembly fails pull or pressure tests much earlier than expected.
The Causes of Delamination
Key causes are inadequate surface preparation of inserts, contamination before molding, incorrect adhesive selection or application, and mismatched curing conditions between rubber and substrate. Insufficient bonding pressure during vulcanization also leads to weak interfaces.
The Solutions of Delamination
At Flexiparts, we follow a documented multi-step bonding process. Inserts undergo chemical cleaning, mechanical abrasion, and primer application under controlled conditions. We verify adhesive compatibility with each compound through lab testing. Molding parameters ensure proper pressure and temperature at the bonding interface. Every bonded rubber bellows batch includes destructive sampling for adhesion strength verification.
Dimensional Shrinkage
Dimensional shrinkage appears when finished bellows measure smaller than specified tolerances in length, diameter, or convolution spacing. The parts may fit too tightly during assembly or fail to reach required extension distances in application.
The Causes of Dimensional Shrinkage
Shrinkage occurs due to normal material contraction during cooling, excessive curing temperature, incorrect compound formulation with high filler content, and variations in post-cure conditioning. Different rubber types show different shrinkage rates, from 1.5% for some silicones to over 3% for certain natural rubber compounds.
The Solutions of Dimensional Shrinkage
We manage dimensional shrinkage at Flexiparts by calculating precise mold cavity compensation based on the specific compound. Each material batch receives shrinkage testing before full production. Post-cure conditioning follows standardized time and temperature profiles. Final parts undergo 100% dimensional inspection using calibrated gauges and CMM equipment for critical dimensions. We provide customers with actual measured data sheets when requested to ensure proper fit in their assemblies.
Flash Formation
Flash formation shows as thin excess rubber sheets or strips along the parting lines of the bellows. Heavy flash may extend several millimeters and require manual removal. Even a thin flash can affect appearance and function in precision applications.

The Causes of Flash
This defect results from excessive molding pressure, worn mold parting lines, gaps between mold sections due to clamping force issues, and overly fluid compound viscosity at curing temperature. Poor mold maintenance accelerates flash problems.
The Solutions of Flash
Flexiparts controls flash through regular mold inspection and maintenance schedules. We apply optimized clamping forces and select compounds with appropriate flow characteristics for each part geometry. Transfer and injection pressures stay within tested ranges. Automated trimming stations handle most flash removal, followed by manual finishing where needed. Our target keeps average flash thickness below 0.1mm, reducing customer secondary processing time.

Custom Rubber Bellows Solution
Under-Cured / Sticky Surface
Under-cured or sticky surface defects make the rubber bellows feel tacky or soft to the touch. The surface may leave residue on hands or mating parts. Mechanical properties such as tensile strength and compression set remain below required levels.

The Causes of Under-Cured and Sticky Surface
Causes include insufficient curing time or temperature, incorrect accelerator levels in the compound, thick sections that cure more slowly than thin ones, and variations in mold temperature across different cavities.
The Solutions of Under-Cured and Sticky Surface
We prevent under-cured conditions by establishing compound-specific cure profiles through rheometer testing. Production molds use multiple thermocouples for uniform temperature control. Cure times receive regular validation through physical property testing of sample parts. Hardness and elasticity checks occur at multiple points on each bellows.
Conclusion
It is important to note that rubber bellows defects often do not occur in isolation. Certain defects can trigger or exacerbate others. A systemic approach to defect prevention, including process control, mold maintenance, and material standardization, is critical to minimizing risk. Flexiparts provides end-to-end design, tooling, and production solutions for custom rubber bellows. Welcome to contact us and get an optimized solutions for each specific application.


