Plastic components are widely used in modern vehicles, providing lightweight, durable solutions for interior and exterior applications. Most automotive plastic parts are produced through injection molding due to its short cycle times, high efficiency, and cost-effectiveness. However, despite its advantages, injection molding also gives rise to a range of defects that impact both appearance and functionality. Flow marks, poor surface replication, weld lines, sink marks, sliver streaks, flash, and warpage are the most common automotive molding defects.
For a wider overview of vehicle applications, see our guide to automotive injection molding. Material behavior also plays a major role, so the injection molding materials guide is useful when troubleshooting recurring defects.
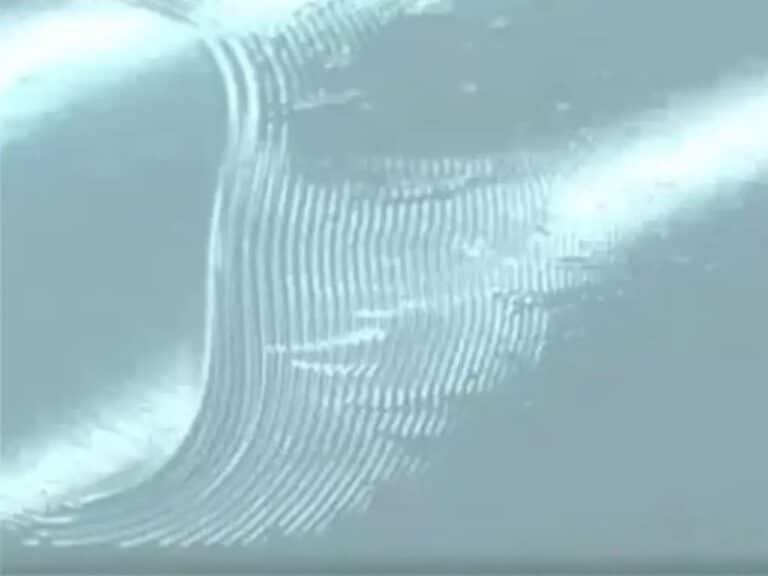
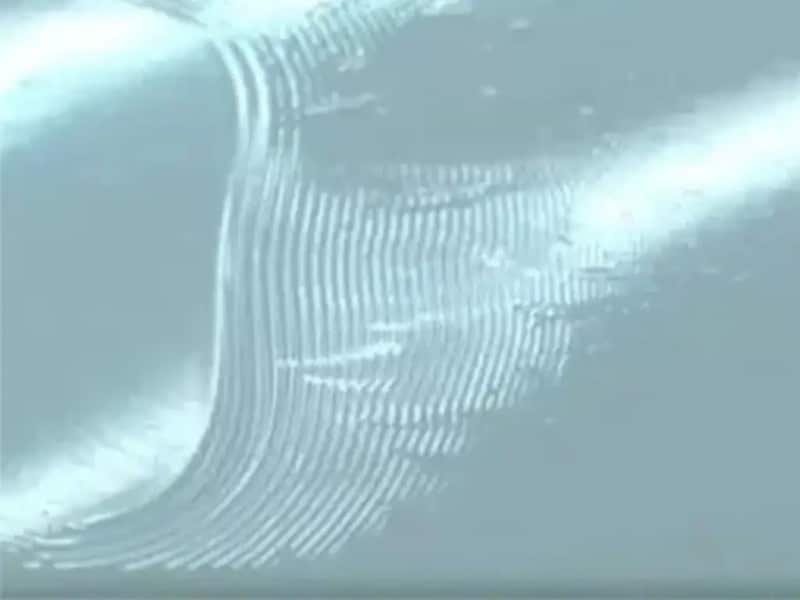
Tiger Stripe Patterns (Flow Lines)
Tiger stripe patterns, also known as flow lines, are wavy surface defects often found on large automotive parts such as bumpers, dashboards, door panels, and pillars. The stripes generally run perpendicular to the direction of melt flow and produce alternating glossy and dull areas on the surface.
This defect is particularly prevalent in thin-walled parts or components with long flow paths. It is caused by uneven cooling within the mold, high concentrations of toughening agents in the plastic, and unstable melt flow in parts with high flow length-to-wall thickness ratios. In practice, the defect manifests as a series of light and dark bands across the surface, and its severity can affect both aesthetics and perceived quality.
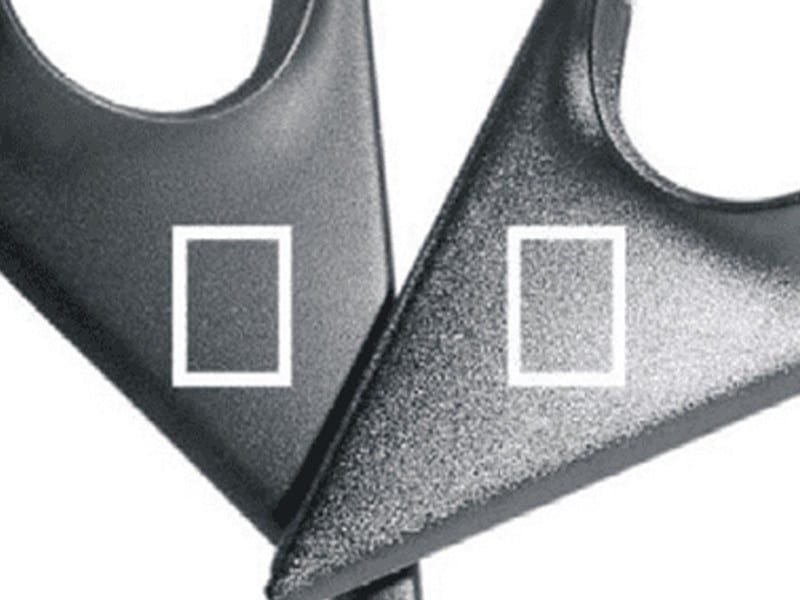
Poor Surface Replication
Poor surface replication refers to unwanted patterns, marks, or textures on the visible surface of injection molded parts. This issue affects the appearance and quality of components that require smooth, high-precision surfaces.
Primary causes include poor mold surface quality, such as roughness, scratches, or wear. Other factors are unsuitable material selection, incorrect injection speed, temperature, or pressure settings. Mold maintenance and proper process control are important to reduce this defect.
Weld Lines (Knit Lines)
Weld lines, also called knit lines or flow lines, appear when two or more melt fronts meet but do not fully fuse. These lines often form around obstacles like inserts, holes, or near multiple gate locations. Weld line formation is influenced by several factors:
- Process Parameters: Low melt or mold temperatures, insufficient injection speed or pressure, inadequate packing, and poor venting can prevent proper fusion.
- Mold Design: Poor gate placement, insufficient venting channels, or thin/thick wall variations can create localized flow imbalance.
- Material Characteristics: Low flowability or moisture in the material hinders molecular bonding.
- Equipment Factors: Insufficient back pressure may reduce melt density and fusion quality.
Material flow properties and wall thickness variations also influence weld line formation. In automotive parts, weld lines can affect both visual quality and structural performance. Parts such as instrument panels, bumper reinforcements, and door handles are susceptible to weld lines due to complex flow patterns.

Sink Marks
Sink marks are localized depressions that appear on the surface of injection-molded automotive parts. They typically occur in areas with thicker sections, such as ribs, bosses, or other raised features, where insufficient packing or pressure compensation during cooling leads to surface sinking. The primary causes include:
- High Material Shrinkage: Plastics with greater volumetric shrinkage are more prone to sink marks.
- Poor Melt Flow: Low-flow materials or delayed material compensation can result in uneven surface formation.
- Inadequate Process Parameters: Low injection speed or pressure, combined with short cooling times, can prevent proper surface leveling.
- Improper Runner or Gate Design: Inefficient feed paths may limit material availability to thick sections, causing incomplete packing.
- Incorrect Gate Placement: Gates that do not support sufficient compensation for thick areas can lead to sink marks.
- Insufficient Material in the Cavity: Low melt volume may fail to fill and pack thick regions adequately.
- Overheated Mold Contact Surfaces During Cooling: Excessive local heat can compromise surface quality.
- Mismatch Between Mold Temperature and Material Properties: Material may not solidify uniformly, increasing surface defects.
- Ineffective Cooling: Uneven cooling rates exacerbate shrinkage and depressions.

Silver Streaks
Silver streaks appear as long, thin, needle-like-silvery lines on the part surface in the direction of material flow, usually caused by moisture in the plastic material. During molding, the trapped moisture vaporizes, creating localized gas pockets that disrupt smooth flow and produce visible streaks.
This defect is common in transparent or high-gloss components and is largely independent of mold or machine quality. Drying the material thoroughly before processing is the most effective preventive measure.

Flash
Flash, also known as burrs or excess material, is a common defect that appears along mold parting lines, slides, inserts, and ejector pin holes. This defect is largely caused by insufficient clamping force or misalignment during molding, which allows molten plastic to escape from the intended cavity. Automotive parts commonly affected by flash include bumpers, trim components, and interior covers. The causes of flash can be grouped into four main categories:
Injection Process Parameters
- Excessive Injection or Holding Pressure: When the melt pressure exceeds the mold’s clamping force, the mold halves can slightly separate, producing thicker flash, especially at the end of fill, near ribs, or corners.
- High Melt or Mold Temperature: Overheated plastic has reduced viscosity, increasing its ability to flow into small gaps, which intensifies flash formation. High mold temperatures, particularly for materials like PA or PP, can worsen the issue.
- Fast Injection Speed or Delayed Pressure Switching: Rapid cavity filling can spike internal pressure before the mold can fully resist it.
- Overfilling the Cavity: Excess material increases internal pressure, pushing molten plastic into undesired areas.
Machine and Clamping Issues
- Insufficient Clamping Force: Using a machine with inadequate tonnage or one with worn components can prevent the mold from remaining tightly closed.
- Improper Mold Adjustment: If the mold thickness is incorrectly set, the mold may not be fully secured, causing flash.
- Uneven Stress on Tie Bars: Unequal tie bar tension can prevent full closure at certain mold sections, often producing flash on one side.
Mold Condition
- Damaged or Contaminated Parting Surfaces: Scratches, dents, rust, or leftover material can create gaps for flash to form.
- Mold Wear: Long-term production may lead to collapsed or worn mold surfaces, misaligned slides, or loose ejector systems.
- Excessively Deep Venting Channels: Vent grooves that are too deep (beyond ~0.01–0.02 mm) can generate continuous thick flash.
- Slides or Lifters not Properly Secured: Weak or fatigued springs in sliding mechanisms can cause localized flash.
Material Properties
- Low Melt Viscosity (High Flow Grades): Materials with a high Melt Index (MI) naturally flow with less resistance, making them far more prone to flashing than standard resins.
- Regrind Material Fluctuations: Shifting ratios of virgin-to-regrind materials can introduce unpredictable changes in viscosity and flow characteristics, triggering sudden flashing issues on the production floor.

Custom Plastic Enclosure Solution
Warpage and Deformation
Warpage is a common defect in which injection molded parts bend, twist, or deform after ejection instead of maintaining the designed straight or flat shape. This issue can prevent proper assembly or affect the functional performance of automotive components.
Warpage results mainly from uneven cooling, differential shrinkage, and internal stresses in the part. Key contributing factors include non-uniform wall thickness, improper gate location, inconsistent mold temperature, and unsuitable material properties.
To reduce warpage, several measures are effective:
- Design the part and mold to achieve uniform material distribution and minimize stress concentration.
- Select plastic materials with higher strength and rigidity, which help maintain dimensional stability after molding.
- Control wall thickness uniformity across the part.
- Precisely adjust injection molding process parameters such as temperature, pressure, and cooling time to ensure even cooling.
- Maintain uniform mold temperature through constant temperature control systems and well-designed cooling channels to avoid thermal stress.

Conclusion
From our experience as a custom injection molding manufacturer, preventing automotive molding defects requires attention to part design, material selection, mold construction, and process parameters. Consistent quality control helps reduce defect rates and meets automotive industry requirements for appearance and functional performance. Welcome to contact Flexipart and get a professional automotive injection molding solution for your project.